

Frame mounting fitting centre
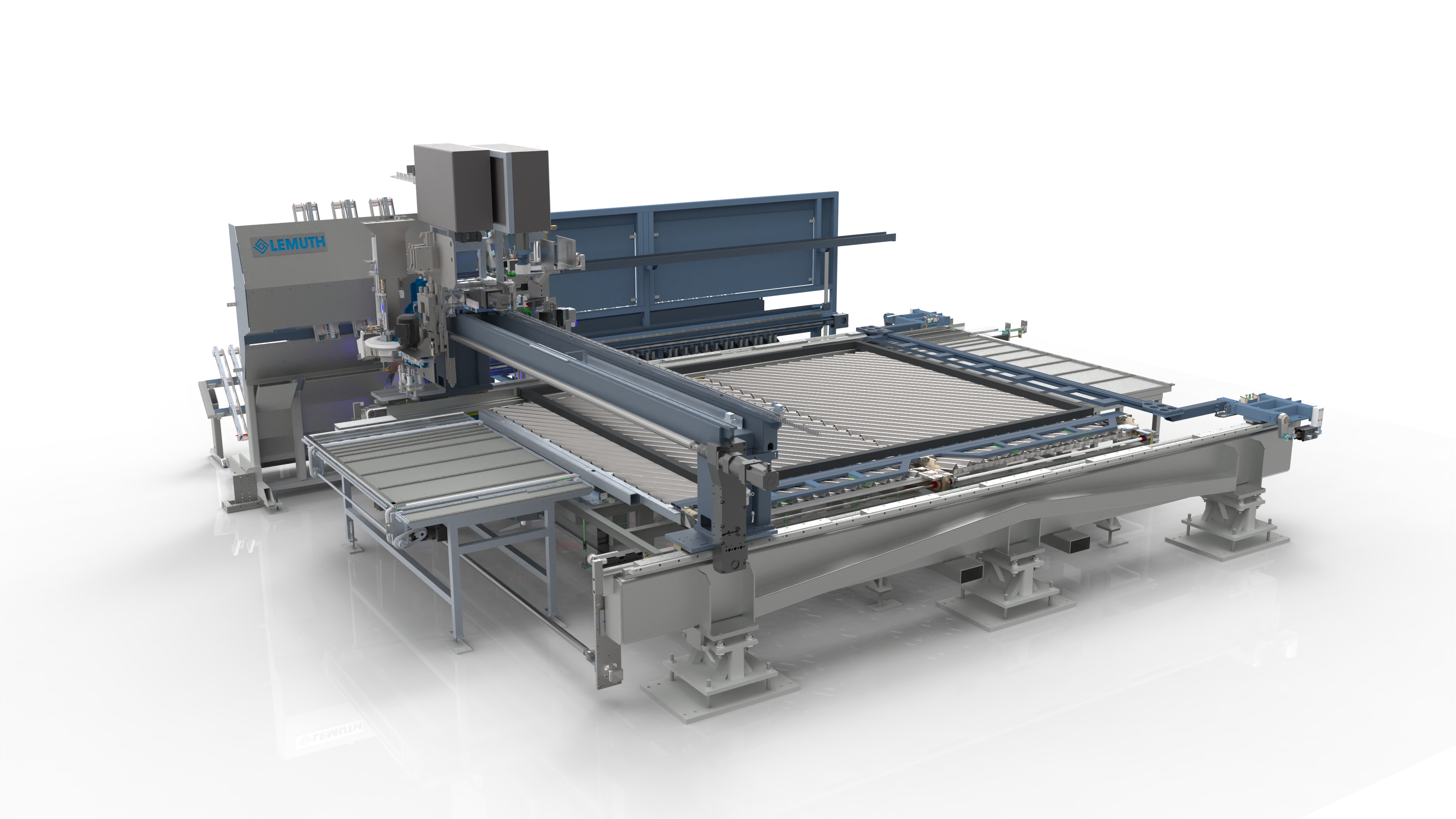
Frame Fitting Centre - RBA 330.K
The Frame Fitting Center points the way to the fully automatic final assembly of windows. Beside a high flexibility in manufacturing this plant offers highest precision and optimal time management at the same time. All works which are necessary for mounting the frame hardware – e.g. first drilling, setting and screwing – are done at the finished frame fully automatically and with highest precision. Expensive manual mounting on unwieldy frames, as well as mounting faults become unnecessary.
Comfortable equipment
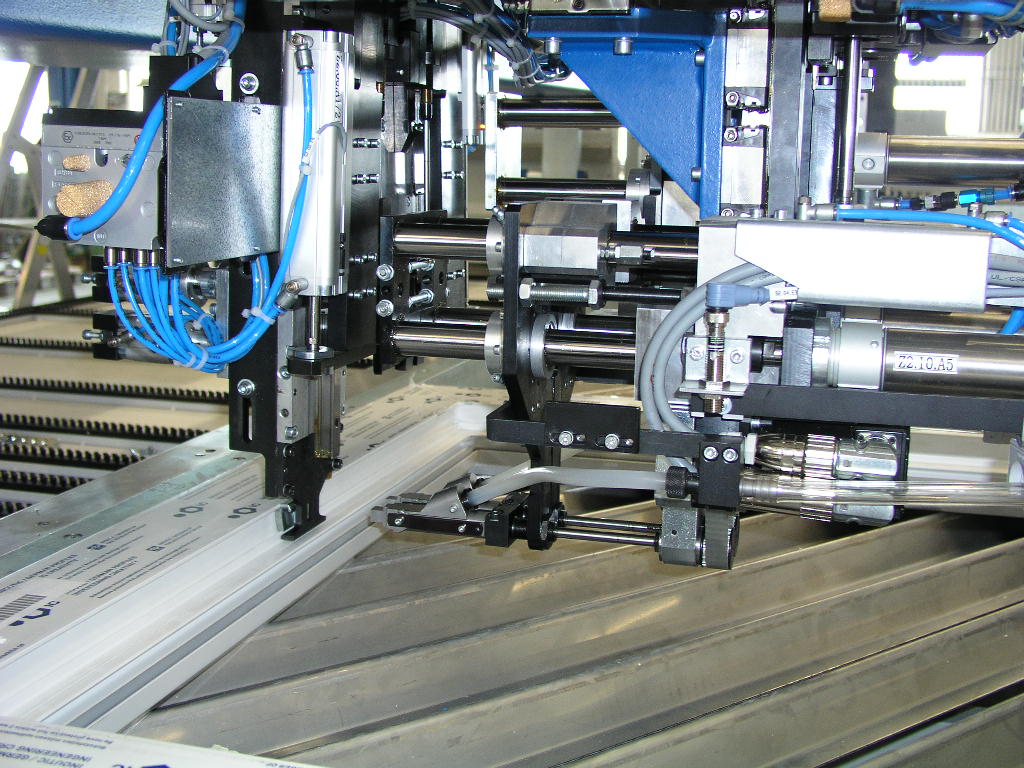
The plant has separate mounting heads for mounting the keeper and mounting the bearings for sash hinges. These mounting heads are equipped with several drilling and screwing units which work independently.
Equipment of mounting head for keepers
- two independent drilling units for first drilling of screw holes for single and double drilling
- two independent screwing units for single and double screwing
- two storage hoppers for narrow and wide keepers
- one servo controlled depth advance for mounting the keepers
- one servo controlled depth advance for positioning the drilling and screwing units
Equipment of mounting head for hinge bearings
- two storage hoppers to receive all corner and shearing bearings which have to be processed on the following
- partsixfold drilling head with 90° swivelling unit
- quadruple screwdriver with 90° swivelling unit
- measurement equipment to find out deviations from the theoretical nominal sizes, which arise from profile tolerances or mounting faults in the frame production. With these values an automatic calculation of the correction values for the following eact mounting of the corner and shearing bearings on frames, door frames and crosses
Complex manufacturing technology with patented frame fitting and hopper logistics
Hoppers (insert or feed hoppers) or oscillating conveyors are used to place the mounting frames. The hoppers are tipped according to the parts and outside the safety stop. So the operator’s work is simplified very much. During the processing of the current frame the control system takes over the part data from the offset plant for the following frame which has to be processed. Thus the gathering of information and the supply of all lock furniture for the next frame processing is done in one cycle before the actual mounting.
High flexibility in production
The automatic can feed frames of different sizes professionally on horizontal and vertical legs with lock furniture. The processing of door frames and crosses goes without saying. The theoretically maximum number of panels is 99 panels.
Variable arrangement of hoppers
The hoppers can alternatively be arranged before or behind the machine. As standard the plant can process maximally 4 different bearings and 12 different keepers.
Wilde variety of keepers
The plant sets all the necessary lock furniture on the frame, e.g. keepers, leading supports, balcony door latch bolts, automatic lock, corner bearings, shearing bearings.
Precise, high-exact frame processing
High-exact NC placing facilities ensure the exact delivery of all processing points at the frame. After delivering the positions of the grooves the parts are mounted and all necessary processes such as first drilling, setting and screwing up the mounting frames. The delivery of different screwing appliances to the mounting places is done by servo control.
Latest modification: 24.10.2024